組立後、テスト印刷前に各パーツの動作テストを実施します。
以下動画が公式による印刷前事前チェックになります。
それぞれのSTEPを補足説明していきます。
電源投入前にもう一度配線を確認しましょう!特に電源コードのプラス・マイナスを間違えると制御盤が破損する可能性があります。
STEP 1 「X/Y軸の電源接続を確認する」
特に補足なし。電源投入時に以下画像のファンが回り続けますが、仕様です。(サポートに確認済)

STEP 2(0:20~)「サーミスタ(温度センサ)の動作確認」
フィラメントノズルの温度が200℃近くまで上がるので、触れないよう気を付けて下さい。ノズル温度はあっという間に上がりますが、温度が下がるのには時間がかかります。
STEP 3(0:50~)「X/Y/Z軸の動作確認」
試験前に電源ケーブルを直ぐに抜けるようにしておいた方がよいです。誤ってモーターを動かし過ぎると、ガリガリと無理矢理進もうとするため、慌てて電源コードを抜く必要があります(-_-;)
私の場合、Z軸がガタガタと音を出して、スムーズに動作しませんでした。Z軸モーター側のケーブルがしっかり挿さっていなかったことが原因で、挿し直したところ正常に動作しました。
ケーブルにテンションがかからないように配線に余裕があることを確認しておく必要があります。

いずれもう少し滑らかなチューブを購入予定ですが、暫定的に、コードにゆとりを持たせた状態で、テープを穴に詰め込むことで固定しています。(見栄えは悪いですが、安定します(笑))
STEP 4(1:49~)「フィラメントの押出テスト」
フィラメントの差し込みが上手くいっているのか、自信が無い場合は、一度ファンを外して、中身を確認しながら奥まで押し込みます。
エクストルーダーのモーターを動かす際は、しっかりフィラメントがノズル付近まで入っている状態としてください。フィラメントがしっかり入っていないと、フィラメントプルーリー(金色歯車)の部分がスムーズに動かず、モーターおよび部品に負荷がかかります。
あと、手順とは関係ないですが、エックストルーダーのモーターはノズル温度を185度以上に設定しないと動作しない仕組みになっているそうです。(サポート確認済)
STEP 4の追加確認「エックストルーダーファンの動作確認」
この動画にはありませんが、HICTOP公式ページに別の動画でエックストルーダーのファン調整動画があったので、ちゃんと回るかをここで確認しておきます。
STEP 5(2:47~)「AutoHome(初期位置移動)の動作確認」
AutoHomeを実施すると、X軸→Y軸→Z軸の順にリミットスイッチのところで止まります。
そこそこの速度で移動するので、リミットスイッチの場所まで移動したときに、配線にテンションがかからないようにゆとりを持たせておきます。
Z軸のリミットスイッチまで移動したときに、フィラメントノズルがヒートベッドに当たらないように、Z軸リミットスイッチは高めに設定しておきます。
私の場合、以下画像のようにX軸リミットスイッチの線がいつの間にか一つ抜けていたため、リミットスイッチで止まらず、慌てて電源ケーブルを抜く羽目になりました(汗)予備が一つ付いていたので、付け替えましたが、AutoHome実施前にしっかりと確認しておいてください。

STEP 6(3:28~)「Z軸リミットスイッチの位置調整」
何度も調整しながら、Z軸リミットスイッチの位置を合わせます。このステップで付属のビルドシートを貼っておきます。

STEP 7(5:49~)「ノズルとヒートベッドの大まかな距離を調整」
動画の方法でノズルとヒートベッドの距離調整を実施します。動画タイトルには大まかとなっていますが、出来るだけ距離を近づけておきます。紙1枚入る隙間が理想とされています。
動画にある「Disable steppers」を実施することにより、ロックが外れ手動でX軸を移動できます。(「Auto Home」を実施すると、再びロックがかかります。)
以下公式動画も参考になります。
ちょうどノズルとヒートベッドが当たるくらいの高さに設定して、蝶ネジを半周~1周すれば、紙一枚入る高さになります。ほとんどギリギリの状態です。一か所ネジを回すと、他の部分の高さが微妙に変わったりするので、けっこう調整が大変です。
動画の機種では、HOMEに戻したときに、ノズルがベッドより下にいく構造となっていますが、HICTOP 3DP-08 (RepRap Prusa i3)はベッドより下には下がりません。
STEP 8(7:43~)「テストプリント」⇒ STEP 9(8:14~)「テストプリントを止めてノズルとベッド位置の細かい調整」⇒STEP 10(9:27~)「続けて印刷を実行」
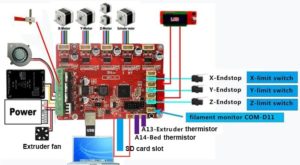
SDカードLCD側ではなく、制御盤のスロットに挿します。初めそれに気づかず、サポートに問い合わせて以下図面をもらいました。(ちなみに、制御盤側に変更となったため、処理は高速化されているようです。)
STEP8 ~ STEP10で詳細な位置設定を実施します。この位置調整がなかなかてこずりました。上手くいくまでの失敗品が以下になります(-_-;)

途中までうまくいっても、途中からおかしくなったり…。第1層目が綺麗に出来ていないと、ほぼ失敗します。私の場合、4度ほどトライしましたが、上手くいきませんでした。
そこでAmazonで販売されている「3M 3Dプリンタープラットフォームシート(3枚入) ABS/PLA対応 3099AB」という商品を買って試したところ、一発で上手くいきました。他の人もレビューに書いていましたが、今までの苦労はなんだったんだ、というくらい簡単に調整出来ます。シートを使うと、第1層目がヒートベッドに接着しやすく、安定します。
(追記1)冬の時期はABSの場合、ノズル240℃、ヒートベッド100℃に設定することをお勧めします。温度が低すぎると、造形物に途中で亀裂が入ったりして、はがれてしまいます。
(追記2)ビルドシートは同じ場所で2~3回使用すると、その場所のシートに歪みが発生して、引っ付きが悪くなります。その場合は、Curaで造形物の位置を移動して、まだ歪んでいない場所で印刷しましょう。

上動画は動作中に撮影したもになります。
この後、Curaソフトを使って積層0.1mmで作った造形物は以下になります。

次記事で積層0.1mmでの制作過程を紹介します。
次:3Dプリンタ組立日記11(Curaインストール、使い方、積層ピッチ変更)
目次ページはこちら